Ratio with Cross-Limiting Override Control of a Combustion Process
Using the SC100/200 Series Multi-Function PID Controllers
Application Field: Boilers for power generation plants, process plants, HVAC systems
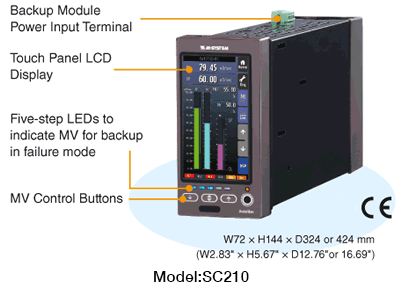
Product: SC210
A boiler is a closed vessel in which water or other fluid is heated. The heated or vaporized fluid exits the boiler for use in various processes or heating applications, including power generation in which the pressurized steam is used to revolve a turbine, and heating to serve as a reactant or diluent in a production vessel, or heating for building air conditioning.
This article introduces an application example using the Multi-function PID Controllers, model SC210, to control the combustion process of a general-purpose steam boiler which employs heavy oil as fuel. Single controller can control two PID loops, and two units of them are used to control three loops in this application.
The boiler’s burner burns the fuel fed together with air to generate steam. It is necessary to regulate the air/fuel mass in order to maintain a constant ratio of the mixture. Too much fuel or too much air could cause environmental and energy efficiency concerns.
In actual applications, however, steam loads can vary significantly and unpredictably over time. Either of air or fuel flow may be delayed in tracking such changes, resulting temporary imbalance of the air/flow ratio.
The ‘ratio with cross-limiting override’ control is widely used to prevent the ratio fed to the burner from becoming overly rich (too much fuel) or lean (too much air) as operating conditions change.
A control loop configuration example with the cross-limiting architecture is given in Figure 1. When the firing demand is stable, the air/fuel ratio is balanced by the ratio setting (× μ). The high select override (high selector) and the low select override (low selector) block the current air/fuel flow signals added with the positive and negative biases (+β, −β) to prevent them from affecting each of the flow controllers.
When the firing demand moves up (the steam pressure is decreased), the main steam pressure controller increases its output C to compensate. At this point, the setpoint signal to the fuel flow controller is limited at the highest to the value A (air flow + β1) by the low selector. It increases only by the bias value β1, unless the air flow increase is greater. On the other hand, the high selector passes the same signal C directly through to the ratio setting (× μ), thus the air flow mass is increased always ahead of the fuel, to avoid the environmentally harmful emission of carbon monoxide and unburned fuel. It is at the same time limited at the highest to the value D (fuel flow + β3) to avoid too much loss of energy by extra heating of air exhausted out of the stack. In this way, the fuel flow and the air flow limit each other and increase in steps.
If the firing demand goes down, the low selector passes the signal C so that the fuel flow decreases proportionally but the air flow is not allowed to go below the value B (fuel flow −β2) by the high select override, thus the air flow mass is decreased always behind the fuel flow to avoid black smoke.
Ratio with Cross-Limiting Override Control
1. Main Steam Pressure Control Loop
PID control is used to regulate the main steam pressure (P). The MV of the controller is called ‘Boiler Master’ signal.
2. Fuel Flow Control Loop
The boiler master signal is supplied as the SP (setpoint) of PID to control the fuel flow mass. The cross-limiting strategy does not affect the control action in reducing the SP, but limits it within a certain range in increasing the SP.
3. Air Flow Control Loop
The boiler master signal multiplied by the preset air/fuel ratio is supplied as the SP of PID to control the air flow mass. The cross-limiting strategy limits the SP deviation within a certain range in either direction so to ensure that a sudden operational change does not cause incomplete combustion, by temporarily supplying extra air to the burner until balance is restored (The air flow increases ahead of the fuel flow with a greater firing demand, while it decreases behind the fuel with a lesser demand).
Figure 1. Control loop configuration example
with the cross-limiting architecture.
All four models of the SC100/200 series controller can provide extensive software function blocks of signal selecting, addition/subtraction, and multiplication/division in addition to the PID control to realize a sophisticated control such as the ratio with cross-limiting override.
The model SC210, however, is especially suitable for use in a critical control loop such as for boilers thanks to its backup and manual loading functions. It has also Modbus/TCP communication capability to realize remote monitoring/control of the boilers from a SCADA system.